 86-0535-6710294
86-0535-6710294

 86-0535-6710294
86-0535-6710294

News Center
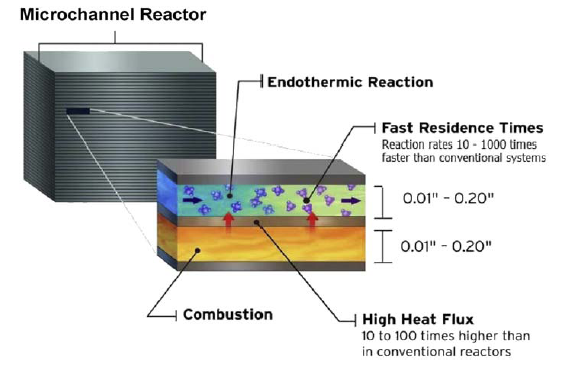
Fig. 1, Depiction of process intensification facilitating improved heat and mass transfer. (copied from J.J. Lerou, Chemical Engineering Science, 2010(65), 380-385)
Microreactors offer many advantages over conventional scale reactors, including vast improvements in energy efficiency, reaction speed and yield, safety, reliability, scalability, on-site/on-demand production, and a much finer degree of process control.
Further more, microchannel technology can help producers achieve the goals of green chemistry, and minimize the environmental consequences of chemical and fuel production.
Microchannel process technology may also be applied in other fields, such as simple mix and industrial wastes disposal.
 Address:NO. 18 Xiulin Road, Laishan District, Yantai, Shandong, China
Address:NO. 18 Xiulin Road, Laishan District, Yantai, Shandong, China86-0535-6710294